§ 38. Защита от вибраций
В общем случае в фундаментах могут возникать колебания вдоль вертикальной оси, колебания, связанные со сдвиговыми деформациями, и крутильные колебания вдоль вертикальной оси, что определяется характером неуравновешенных сил и крутящих моментов, сопровождающих работу оборудования.
Для исключения воздействия вибраций на окружающую среду необходимо принимать меры по снижению вибраций прежде всего в источнике возникновения, а в тех случаях, когда это невозможно, ослаблять ее на путях распространения.
Борьба с вибрацией в источнике производится как на этапе проектирования, так и при эксплуатации. При создании машин и технологического оборудования предпочтение должно отдаваться таким кинематическим и технологическим схемам, при которых динамические процессы, вызванные ударами, резкими ускорениями и т. п., были бы исключены или предельно снижены. Так, замена кулачковых и кривошипных механизмов равномерно вращающимися (в частности, эксцентриками) в значительной мере способствует снижению вибраций. К тому же приводит замена ковки и штамповки прессованием; ударной правки - вальцовкой; пневмати-ческой клепки и чеканки - гидравлической клепкой и электросваркой. В настоящее время разработаны модификации известных технологических процессов, которые имеют по сравнению с исходными меньшую виброактивность (штамповка резиной вместо обычной штамповки; прессование на гидравлических прессах вместо обработки на листоштамповочных молотах). При конструировании машин и агрегатов необходимо изыскивать наилучшие конструктивные решения для безударного взаимодействия деталей (штампы со скошенной режущей кромкой у кузнечно-прессового оборудования, замена трансмиссионных приводов машин и агрегатов электродвигателями и т. д.). Для снижения уровня вибрации редукторов инженерного оборудования жилых зданий целесообразно применение шестерен со специальными видами зацеплений - глобоидным, шевронным, душевронным, конхоидальным вместо обычных шестерен с прямым зубом. Большое значение при этом имеет повышение класса точности обработки и чистоты поверхности шестерен. С этой же целью производят подбор зубчатых пар, что позволяет дополнительно снизить уровень вибраций на 3-4 дБ.
Причиной низкочастотных вибраций насосов, компрессоров, двигателей является неуравновешенность вращающихся элементов (роторов). Это относится к современным быстроходным машинам относительно небольшой массы с уменьшенной жесткостью основных несущих деталей. Действие неуравновешенных динамических сил усугубляется плохим креплением деталей, их износом в процессе эксплуатации.
Причиной дисбаланса могут быть неоднородность материала конструкции (литейные раковины, шлаковые включения), неравномерность его плотности, несимметричное распределение вращающихся масс (в частности, начальное искривление валов и роторов), нарушение указанной симметрии крепежными соединениями, неправильный выбор допусков на обработку, а также рода посадок. Кроме того, причиной дисбаланса может стать различие коэффициентов объемного расширения либо износостойкости отдельных элементов вращающейся системы. Во всех случаях смещение центра тяжести относительно оси вращения приводит к возникновению неуравновешенной центробежной силы
F=mеω2, (41)
где m - масса вращающейся системы; ω - угловая скорость вращения; е - эксцентриситет (радиус-вектор центра рассматриваемой массы относительно оси ротора).
Анализ выражения показывает, что для снижения вибраций вследствие неуравновешенности вращающихся масс (роторов) следует ограничивать величины рабочих скоростей.
Для снижения уровня вибрации, возникающей вследствие дисбаланса при монтаже и эксплуатации оборудования, должна применяться балансировка неуравновешенных роторов колес лопаточных машин, валов двигателей и т. п.
В соответствии с ГОСТ 19534-74 «Балансировка вращающихся тел» различают статическую (рис. 86,а), моментную (рис. 86,6) и динамическую (рис. 86, в) неуравновешенности роторов.
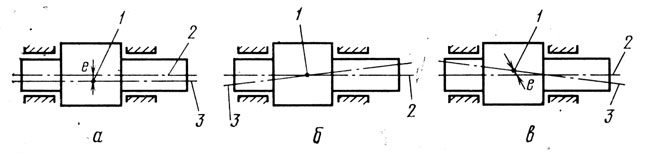
Рис. 86. Схемы неуравновешенности роторов: 1 - центр масс; 2 - ось ротора; 3 - главная центральная ось инерции
В зависимости от вида неуравновешенности роторов применяют один из трех видов балансировки:
1) статическая балансировка - балансировка, при которой определяется и уменьшается главный вектор дисбалансов ротора, характеризующий его статическую неуравновешенность. Статическую балансировку проводят в одной плоскости коррекции;
2) моментная балансировка - балансировка, при которой определяется и уменьшается главный момент дисбалансов ротора, характеризующий его моментную неуравновешенность. Моментную балансировку проводят не менее чем в двух плоскостях коррекции;
3) динамическая балансировка - балансировка, при которой определяются и уменьшаются дисбалансы ротора, характеризующие его динамическую неуравновешенность. Динамическую балансировку жесткого ротора достаточно проводить в двух плоскостях коррекции (Требования к балансировке и методы расчета дисбалансов изложены в ГОСТ 22.061-76 «Машины и технологическое оборудование. Системы классов точности балансировки»).
Учитывая сказанное, в процессе эксплуатации технологического оборудования должны приниматься меры к устранению в элементах конструкции машин и механизмов излишних люфтов и зазоров, что обеспечивается периодическим освидетельствованием машин и механизмов - источников вибрации в процессе эксплуатации, с целью устранения отмеченных недостатков.
Частным случаем борьбы с вибрацией в источнике ее возникновения можно считать исключение резонансных режимов при работе оборудования. Как известно, в этом случае даже при малых значениях дисбаланса и относительно небольших возбуждающих воздействиях уровень вибрационных параметров резко возрастает. Это обусловлено тем, что при резонансе колебательная система оказывает сопротивление возмущающим силам (или крутящим моментам) только за счет активных потерь в системе. Поэтому весьма важным, с точки зрения снижения уровня производственных вибраций, является исключение резонансных режимов работы технологического оборудования, что достигается при проектировании выбором рабочих режимов с учетом собственных частот машин и механизмов. Однако в процессе эксплуатации возможно уменьшение жесткости агрегатов (а в некоторых случаях и их массы), что приводит к изменению значения собственных частот. Имеют также место случаи изменения рабочих режимов оборудования. Указанное обстоятельство следует иметь в виду и в случае, если машины и механизмы в процессе эксплуатации с течением времени становятся источником воздействия вибраций на окружающую среду.
Учитывая, что собственная частота колебательной системы ω=√b/m, где b и m - соответственно жесткость и масса системы, исключение режима резонанса может производиться путем изменения массы либо жесткости системы. Для точного определения значений собственных частот машин и механизмов используются вибростенды.
В тех случаях, когда не удается снизить вибрации в источнике возникновения, необходимо применять методы снижения вибрации на путях распространения: виброгашение, виброизоляцию или вибродемпфирование.
Виброгашение связано с увеличением реактивной части импеданса колебательной системы. Применительно к проблеме защиты окружающей среды виброгашение преимущественно реализуется за счет увеличения эффективной жесткости и массы корпуса машин или станин станков путем крепления их в единую замкнутую систему с фундаментом с помощью анкерных болтов или цементной подливки. Это приводит к снижению виброактивности колебательной системы, а следовательно, к ослаблению воздействия на окружающую среду. С этой же целью относительно малогабаритное инженерное оборудование жилых зданий (вентиляторы, насосы) устанавливаются на опорные плиты и виброгасящие основания (рис. 87). Расчет фундаментных блоков производится по специальным методикам. Проектирование оснований зданий и сооружений ведется в соответствии с руководством [22].
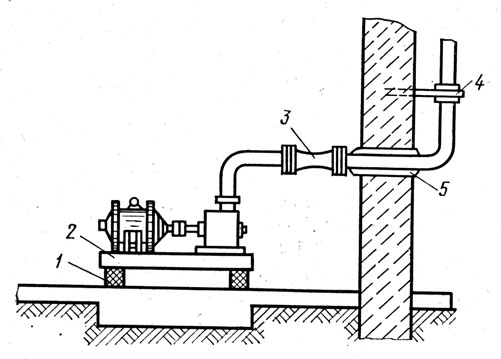
Рис. 87. Схема вибробезопасной установки инженерного оборудования: 1 - упругая прокладка; 2 - железобетонная плита; 3 - вставка (резиновый шланг); 4 - хомут с упругой прокладкой; 5 - упругая прокладка
Определение амплитуд вынужденных и свободных колебаний фундамента производят в соответствии с указаниями СНиП П-19-79 [28] с учетом типа машины. Во всех случаях должно выполняться условие Amax ≤ Aдоп, где Аmах - наибольшая амплитуда колебаний фундамента, определяемая расчетом; Aдоп - допускаемая амплитуда колебаний фундамента в соответствии с указаниями СНиП. Так, для машин с криво-шипно-шатунными механизмами, широко распространенными в машиностроении, расчет вертикальных колебаний может производиться по формуле
Amax =PHZ/(bZ-m∑ω2), (42)
где РHZ - нормативная вертикальная составляющая возмущающих сил машины в соответствии со СНиП II-19-79; m∑ -суммарная масса машины и фундамента, кг; bZ - коэффициент жесткости основания при упругом равномерном сжатии, bZ = CZF, где F - площадь подошвы фундамента; CZ - коэффициент упругого равномерного сжатия естественного основания, определяемый по. результатам исследований либо по СНиП II-19-79 в зависимости от величины нормативного давления на основание, значение которого берется в соответствии с указаниями главы СНиП на проектирование бетонных и железобетонных конструкций.
Расчет амплитуд вертикальных (горизонтальных) колебаний грунта при вертикальных (горизонтальных) вибрациях фундамента машины производится по формуле
Aг=Aа{1/r[1+(r-1)2]-r2-1/(r2-1)√(3r)}, (43)
где Aг - амплитуда вертикальных (горизонтальных) колебаний грунта в точках, расположенных на расстоянии r от оси фундамента, являющегося источником волн в грунте; Аа - амплитуда свободных или вынужденных вертикальных (горизонтальных) колебаний фундамента (определяется по СНиП II-19-79); r=r/r0 - приведенный радиус подошвы фундамента; r0=√(F/π) F - площадь подошвы фундамента. Частоту волн, распространяющихся в грунте, принимают равной частоте колебаний фундамента машины.
Для исключения передачи вибрации от фундаментов технологического оборудования предприятий в жилую застройку по периметру фундаментов на всю его высоту предусматривают акустические швы с 'засыпкой какого-либо рыхлого материала, например асбестовой крошки. К мероприятиям аналогичного назначения относятся устройства акустических щелей, в которых изолирующей прослойкой служит воздух.
Виброизоляция. Существенный недостаток традиционных методов установки оборудования на виброгадя-щие основания в современных условиях заключается в больших затратах времени на изготовление индивидуальных фундаментов и неизбежной порче дорогостоящих покрытий пола. Поэтому широкое распространение получила установка оборудования без фундаментов и анкерного крепления агрегатов непосредственно на упругих виброизолирующих опорах. Такой метод позволяет обеспечить любую степень виброизоляции оборудования. Установка технологического и инженерного оборудования на виброизолирующие опоры удешевляет установку и перестановку оборудования, исключает порчу оборудования и снижает уровень шума, сопутствующего интенсивным вибрациям. Виброизолирующие опоры могут применяться также и при наличии фундаментов: либо между машиной - источником вибраций и фундаментом (основанием, опорной плитой), либо между фундаментом и грунтом. Установка виброизоляторов предусматривается также при прокладке воздуховодов систем вентиляции и разного рода трубопроводов внутри строительных конструкций, а также при их креплении к последним. Это исключает передачу вибраций от стенок воздуховодов и трубопроводов элементам конструкций зданий. Кроме того, для ограничения распространения колебаний по указанным инженерным коммуникациям практикуется их разделение на отдельные участки с помощью специальных гибких вставок (см. рис. 87). Во всех рассмотренных случаях введение в колебательную систему дополнительной гибкой связи приводит к ослаблению передачи вибрации от источника колебаний.
В качестве виброизоляторов повсеместно используются резиновые или пластмассовые прокладки, одиночные или составные цилиндрические пружины, листовые рессоры, комбинированные виброизоляторы (пружинно-резиновые, пружинно-пластмассовые, пружинно-рессорные) и пневматические виброизоляторы («воздушные подушки»).
Виброизолирующие резиновые прокладки выполняют обычно дырчатыми или сребренными, так как резина не склонна к объемной деформации.
Цилиндрические пружины и рессоры по сравнению с прокладками более стойки к воздействию агрессивных сред, дольше сохраняют упругие свойства во времени и позволяют изолировать колебания относительно низких частот, так как при прочих равных условиях обеспечивают большую статическую осадку. Существенным недостатком цилиндрических пружин является малое снижение высокочастотных вибраций. Именно по этой причине широкое использование получили комбинированные виброизоляторы (рис. 88). Как следует из рисунка, комбинированный виброизолятор состоит из цилиндрической пружины 1 и набора резиновых прокладок 3, отделяющих пружину как от опорной поверхности, так и от элементов корпуса виброизолятора. Такого рода конструкции позволяют обеспечить эффективное снижение уровня вибраций в широкой полосе частот. Они широко применяются для ослабления передачи вибраций большинства видов стационарного и техyологического оборудования (станки, насосы, вентиляторы). Однако их использование в тяжелых машинах с горизонтальными нагрузками (в частности, конусных и щековых дробилках) не представляется возможным. В этом случае используют виброизоляторы с гидрошарнирами. Они расположены на концах жесткого стержня 1 и состоят из одной или нескольких линз (рис.89).
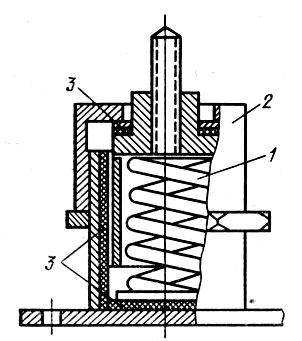
Рис. 88: Комбинированные виброизоляторы: 1 - цилиндрическая пружина; 2-корпус; 3 - набор резиновых прокладок
Линза образована двумя кольцевыми пластинами 2, соединенными по периметру. Пространство между пластинами заполняется жидкостью. В качестве последней чаще всего используются масла, имеющие низкую температуру замерзания. Виброизолятор обеспечивает низкую частоту собственных колебаний установки в горизонтальном направлении. Он крепится между опорной конструкцией машины 3 и опорой виброизолятора 4.
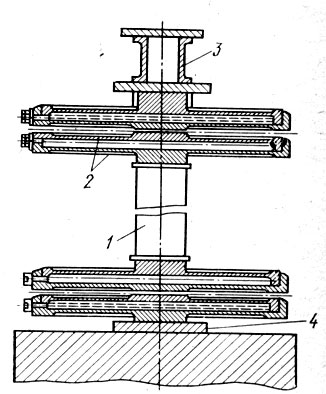
Рис. 89. Виброизоляторы с гидрошарнирами: 1 - жесткий стержень; 2 - кольцевые пластины; 3 - опорная конструкция машины; 4 - опора виброизолятора
Пневматические виброизоляторы типа воздушных подушек получили распространение на заводах железобетонных изделий. Они представляют собой воздушную полость с давлением порядка 2•105 Па, отделяющую вибратор с формуемой деталью от корпуса машины (рис. 90). Это приводит к резкому ослаблению передачи вибрации на основание виброплатформы, фундамент, грунт и далее на фундаменты рядом расцрложенных зданий без снижения уровня рабочих параметров вибратора, а следовательно, качества виброформования. Виброизоляция машин и оборудования от основания (фундамента) может быть осуществлена в двух вариантах. Первый так называемый «опорный» вариант предусматривает установку виброизоляторов между машиной и основанием (рис. 91, а). Второй вариант «подвесной» (рис. 91, б, в, г), когда изолируемый объект подвешивается на виброизоляторах, закрепленных выше подошвы фундамента, которые в отличие от первого случая работают уже на сжатие и растяжение.
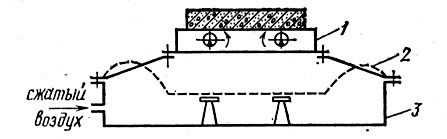
Рис. 90. Схема пневматических виброизоляторов: 1 - виброплатформа; 2 - гибкая резинокордная оболочка; 3 - камера воздушной подушки
По опорному варианту выполняется виброизоляция большинства видов стационарного технологического оборудования предприятий и инженерного оборудования жилых и общественных зданий. Однако в некоторых случаях может использоваться и подвесной вариант. На схемах рис. 92 представлены варианты виброизоляции под молоты, представляющие на сегодня с точки зрения защиты окружающей среды основные источники вибраций. Схемы а и б соответствуют опорному варианту. В первом случае фундамент 1 установлен на виброизоляторы 3, расположенные по его периметру; во втором - на виброизоляторы с рядным расположением. Схема в соответствует подвесному варианту. В этом случае фундаментный блок 1 удерживается с помощью короба и подвесных стержней 7, концы которых опираются на виброизоляторы. Во всех рассмотренных случаях фундамент заглублен в грунт, поэтому предусмотрено устройство ограждающего короба, внутри которого размещаются фундаментный блок и виброизоляторы. Следует отметить, что фундаментный блок под виброизолируемой машиной устраивается в следующих случаях: корпус машины имеет недостаточную жесткость; размещение виброизоляторов непосредственно под корпусом машины встречает конструктивные затруднения; изолируется агрегат, состоящий из отдельных машин, устанавливающихся на одном фундаментном блоке; требуется увеличить массу изолируемой установки и моменты инерции, чтобы уменьшить амплитуды ее вынужденных колебаний; необходимо увеличить массу и моменты инерции изолируемой установки во избежание повышения частоты его собственных колебаний, которое вызывается увеличением жесткости виброизоляторов с тем, чтобы устранить недопустимые перекосы установки от временных статических нагрузок или уменьшить амплитуды собственных колебаний установки, вызванные случайными ударами (например, возможными толчками обслуживающего персонала при выполнении рабочих операций и т. п.).
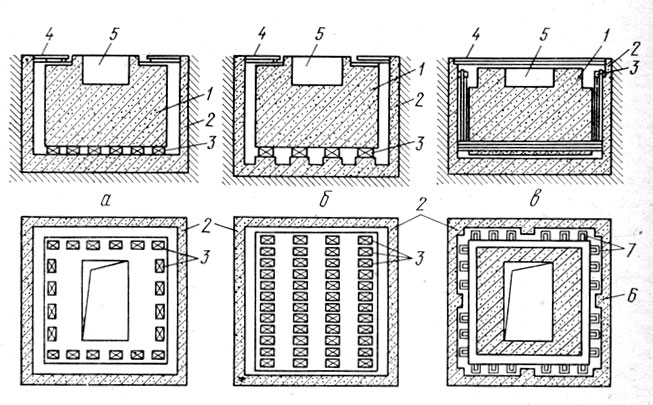
Рис. 92. Схемы виброизоляции молотов: а, б - опорный вариант; в - подвесной вариант; 1 - фундаментный блок; 2 - подфундаментный короб; 3 - виброизоляторы; 4 - настил; 5 - подшаботная выемка; 6 - пилястры; 7 - подвесные стержни
В ряде случаев фундаментные блоки заменяются виброизоляцией специальной конструкции (рис. 93). Здесь в качестве виброизоляторов использованы 12 комплектов семилистовых эллиптических рессор Галахова. Рессоры располагаются в двух поясах по высоте подшаботной ямы (опорно-подвесной вариант). Шабот 1 опирается на рессоры 2 через переходную раму 3. Вертикальность перемещения шабота при ударах, создающих дополнительный опрокидывающий момент, обеспечивается шестью роликовыми направляющими, установленными в раме перекрытия подшаботной ямы. Виброускорение в близлежащих жилых домах снижается в 20-30 раз.
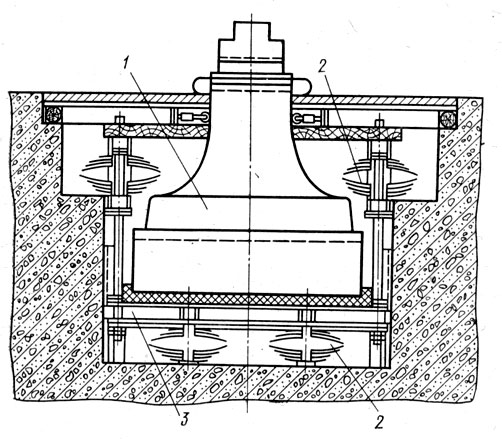
Рис. 93. Подшаботная виброизоляция на невиброизолированом фундаменте
Разработаны рессорные подвесные виброизолированные фундаменты для штамповочных молотов (М210 М211, М212, КРН-800 и КРН-1250). В этой конструкции фундамента (рис. 94) шабот 1 молота устанавливается на две балки 2, изготовленные из двутавров; балки вывешены на шпильках, которые на нижнем конце имеют специальные гайки 3, находящиеся в замках 4. Шпилька на верхнем конце имеет гайку, опирающуюся на поперечину 9. Для предотвращения самопроизвольного отвинчивания гайка снабжена шайбой. Рессоры фиксируются в поперечинах с помощью специальных гнезд и своими концами вставляются в пазы плит 8, приваренных к подкладкам 5. Подкладки при установке заливаются в тумбы фундамента 6. В рабочем положении фундамент должен быть закрыт настилом 7. Для предотвращения смещений молота по балкам предусмотрены шпонки, приваренные к балкам. Шпонки заходят в пазы шабота 1.
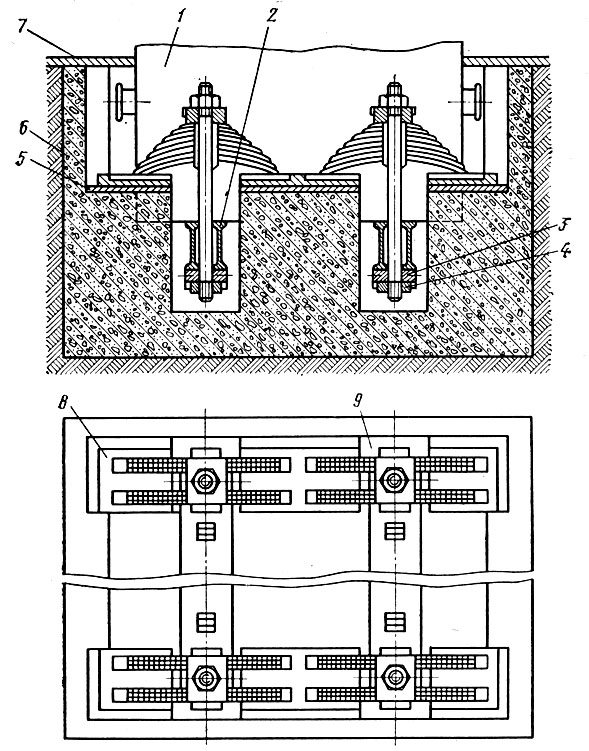
Рис. 94. Рессорные подвесные виброизолированные фундаменты штамповочных молотов
Рассмотренная конструкция позволяет устанавливать молоты на существующем фундаменте. Рессорные подвесные виброизолированные фундаменты имеют следующие преимущества перед фундаментами, располагаемыми непосредственно на грунте: динамическая нагрузка на грунт снижается в 4-5 раз, а по сравнению с «жестким» фундаментом - в 25-30 раз; затухание колебаний, совершаемых молотом после удара, происходит за один цикл; размеры фундаментов в плане не выходят за пределы существующих «жестких»; отсутствие массивного бетонного инерционного фундаментного блока, масса которого в 3-4 раза больше массы молота, стоимость в 8-9 раз меньше стоимости типового.
Эффективность виброизоляции при действии гармонических нагрузок оценивается коэффициентами передачи КП. При поступательных колебаниях в направлении оси х пространства и вращательных колебаниях вокруг этой же оси соответствующие коэффициенты передачи определяются формулами
КПх=Акх/Ах=1/α2х-1
КПφх=Mкх/Mх=1/α2φx,
где Акх и Мкх - соответственно амплитуды гармонической силы и гармонического момента относительно оси х, передающиеся через виброизоляторы на опорную конструкцию; Ах, Мх - амплитуды гармонической силы и момента, воздействующих на изолируемую установку; αх=ωх/ω0x), αφx=ω/ω0x - соответственно отношения угловой частоты вынужденных колебаний ωx к угловой частоте ω0x собственных вращательных колебаний установки относительно той же оси.
При поступательных колебаниях виброизолируемой установки в направлении осей yt z и вращательных колебаниях относительно этих же осей индекс к в формулах заменяется соответственно на у и z. Если центр тяжести виброизолированной установки совпадает с центром тяжести виброизоляторов, то приведенные формулы для всех осей координат остаются точными. В противном случае эти формулы будут приближенными.
Для каждого из направлений пространства круговая частота (в рад/с) ω=2πf, где f =n/60 - частота вынужденных колебаний в Гц; n - число оборотов (циклов) машины в 1 мин. Угловые частоты ω0 и ωφ0 определяют без учета взаимной связи собственных колебаний по различным направлениям.
При виброизоляции машин по схемам, приведенным на рис. 91, а, б, в, необходимо, чтобы отношение
αz=ωz/ω0z ≥ 4, (45)
а все остальные величины (αх, αу, αφx, αφу, αφz) были бы больше 2,5.
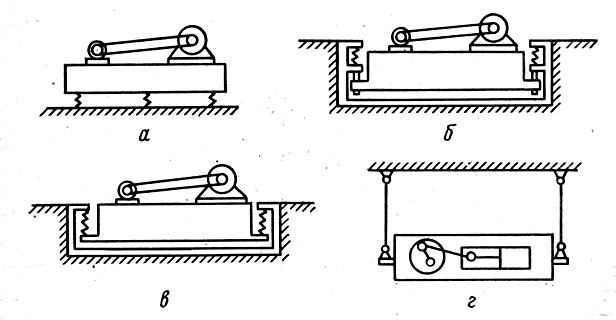
Рис. 91. Схемы виброизоляции оборудования
Учитывая, что изготовление виброизоляторов, обеспечивающих частоту собственных колебаний установки ниже 2 Гц, сопряжено со значительными техническими трудностями, при виброизоляции агрегатов с частотой возмущения менее 8 1/с можно принимать, как исключение, значение отношения αz ≥ 3. При этом остальные отношения должны быть по-прежнему больше 2,5.
В случае осуществления виброизоляции по схеме маятников (см. рис. 91, б, в, г) необходимо, чтобы
αx=ωx/ω0x ≥ αу =ωу/ω0у ≥ 4; αφz=ωz/ωφ 0z (46)
Величины отношений αz, α φx и αφу в этом случае можно не ограничивать ввиду отсутствия значительных вертикальных динамических воздействий.
Расчет виброизоляции инженерного оборудования жилых и общественных зданий, а также промышленного технологического оборудования производится исходя из заданных значений коэффициентов α и αφ для отдельных направлений пространства. Требуемые значения соответствующих собственных частот ω0 и φ0 определяются по известной величине со по формулам: ω0=ω/α и ωφ 0=ω/αφ. Потребная жесткость виброизоляции находится исходя из соотношения
b=mω20, (47)
где b - потребная жесткость виброизоляции в данном направлении (х, у или z); m - масса виброизолируемой установки. Потребная крутильная жесткость виброизоляторов
bφ=ω0φI0, (48)
где I0 - момент инерции виброизолируемой установки относительно соответствующей оси пространства.
Далее с учетом типа виброизоляторов производится расчет их геометрических характеристик. Амплитуды колебаний виброизолируемой установки
А=Ai/(mω2 - b), (49)
где Ai - значения амплитуды возмущающей силы в соответствующем направлении пространства.
Затем проверяют полученные значения амплитуд колебаний с точки зрения требований нормативной документации.
Ожидаемое снижение уровня вибрации ΔL при установке оборудования на рассчитанные виброизоляторы равно
ΔL= 20Ig(1/КП). (50)
Расчет виброизоляции можно вести и в другой последовательности. Выбирается конкретный тип виброизоляторов с известными допустимыми нагрузками и жесткостными характеристиками (по ГОСТ 17725-72 «Вибрация. Виброизоляторы резиновые. Коврики») и определяются значения собственных частот виброизолированной установки по формуле ω0=√b/m. Для известных значений частот возмущающих сил и моментов по формулам (44) рассчитываются соответствующие значения коэффициентов передачи. Последние сопоставляются с требуемыми значениями (45) и (46).
Вибродемпфирование. В основе данного метода лежит увеличение активных потерь в колебательных системах. В качестве основной характеристики вибродемпфирования принят коэффициент потерь энергии
η=ωμ/b, (51)
где (ω - угловая частота колебаний; μ - коэффициент вязкого трения; b - жесткость системы. Вибродемпфирование может быть реализовано применением в машинах с интенсивными динамическими нагрузками материалов с большим внутренним трением. Среди них могут быть названы чугуны с большим содержанием углерода и кремния, сплавы цветных металлов (n ~ 0,1). Особенно большое демпфирование имеют сплавы (Си-Ni, Ni-Ti, Ni-Co), а также полимерные и рези-ноподобные материалы (n ≈ 0,15). Последние, в частности, находят все большее применение в тихоходных редукторах инженерного оборудования зданий.
Большие возможности с точки зрения защиты окружающей среды от вибраций имеет использование вибродемпфирующих покрытий для снижения вибраций, распространяющихся по воздуховодам систем вентиляции, а также газопроводам компрессорных станций. Наиболее распространенные виды вибродемпфирующих покрытий представлены в табл. 49.
| Покрытия мастичные | Коэффициент потерь энергии (для f=1000 Гц) | Покрытия листовые | Коэффициент потерь энергии (для f=1000 Гц) |
| Пластик № 378 | 0,45 | Пенопласт ПВХ-Э | 0,85 |
| Мастика А-2 | 0,40 | Волосяной войлок | 0,23 |
| Мастика ВД-17-58 | 0,44 | Поролон | 0,22 |
| Мастика ВД-17-59 | 0,30 | Минераловатная плита | 0,04 |
| Мастика ВД-17-63 | 0,40 | - | - |
| Пластикат "Агат" | 0,46 | Губчатая резина | 0,15 |
| ВПМ1 | 0,18 | Винипор технический | 0,40 |
| ВПМ2 | 0,22 | Радуга | 0,30 |
| Антивибрит-М | 0,20 | Фольгоизол | 0,27 |
(Коэффициенты потерь даны для t=20° С)
(При нанесении 4 слоев покрытия на стальную полосу толщиной 2 мм)
Оценка снижения уровня вибраций при введении вибродемпфирования:
ΔLν=20lg(η2/η1), (52)
где η1 и η2 - коэффициенты потерь до и после вибродемпфирования. В последнее время получили распространение новые типы вибродемпфирующих покрытий - пеноэласт, ВМЛ-76 и винипор технический.
При использовании материалов сайта активная ссылка обязательна:
http://ecologylib.ru/ 'Зелёная планета - экология и охрана природы'